



Однороликовий конвеєрний ланцюг для лінії виробництва рукавичок
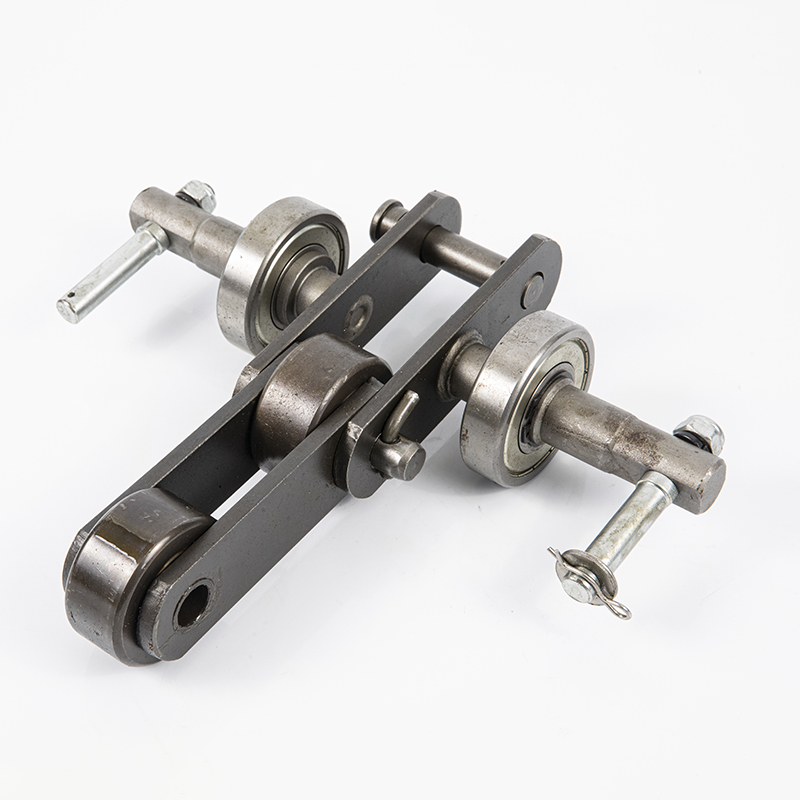
Транспортний ланцюг такий самий, як і передавальний ланцюг. Прецизійний транспортний ланцюг також складається з низки підшипників, які закріплені ланцюговою пластиною з обмеженням, і їхнє положення дуже точне.
Кожен підшипник складається з штифта та втулки, на яких обертаються ролики ланцюга. Як штифт, так і втулка проходять поверхневу обробку гартуванням, що дозволяє шарнірним з'єднанням працювати під вищим тиском і витримувати тиск навантаження, що передається роликами, та удар під час зачеплення. Конвеєрні ланцюги різної міцності мають ряд різних кроків ланцюга: крок ланцюга залежить від вимог до міцності зубів зірочки та вимог до жорсткості ланцюгової пластини та ланцюга загалом. За необхідності його можна посилити. Втулка може перевищувати номінальний крок ланцюга, але для видалення втулки має бути зазор у зубах шестерні.
Вирішення проблеми:
Відхилення конвеєрної стрічки є однією з поширених несправностей під час її роботи. Існує багато причин відхилення, основною з яких є низька точність встановлення та погане щоденне обслуговування. Під час встановлення головний та хвостовий ролики, а також проміжні ролики повинні бути якомога ближче розташовані на одній центральній лінії та паралельні один одному, щоб конвеєрна стрічка не відхилялася або незначно відхилялася.
Крім того, стики планок повинні бути правильними, а периметри з обох боків повинні бути однаковими.
Під час використання, якщо є відхилення, необхідно виконати такі перевірки, щоб визначити причину та внести корективи. Часто перевіряються деталі та методи обробки відхилень конвеєрної стрічки:
(1) Перевірте неспівпадання між горизонтальною центральною лінією ролика та поздовжньою центральною лінією стрічкового конвеєра. Якщо значення неспівпадання перевищує 3 мм, для регулювання слід використовувати довгі монтажні отвори з обох боків комплекту роликів. Конкретний метод полягає в тому, яка сторона конвеєрної стрічки зміщена, яка сторона групи роликів рухається вперед у напрямку конвеєрної стрічки, або інша сторона рухається назад.
(2) Перевірте значення відхилення двох площин опори підшипника головної та задньої рами. Якщо відхилення двох площин перевищує 1 мм, обидві площини слід відрегулювати в одній площині. Спосіб регулювання головного ролика такий: якщо конвеєрна стрічка відхиляється вправо від ролика, опора підшипника з правого боку ролика повинна рухатися вперед, або ліве опора підшипника повинна рухатися назад; опора підшипника з лівого боку барабана повинна рухатися вперед, або опора підшипника з правого боку повинна рухатися назад. Спосіб регулювання заднього ролика є протилежним до способу регулювання головного ролика.
(3) Перевірте положення матеріалу на конвеєрній стрічці. Якщо матеріал не розташований по центру поперечного перерізу конвеєрної стрічки, це призведе до її відхилення. Якщо матеріал відхиляється праворуч, стрічка відхиляється ліворуч, і навпаки. Під час використання матеріал слід максимально відцентрувати. Щоб зменшити або уникнути відхилення такого типу конвеєрної стрічки, можна додати перегородку для зміни напрямку та положення матеріалу.












